
Determination of the Best Pitch Diameter and Thread Class for Your Application
Design engineering and manufacturing engineering should be closely tied together in practical applications; therefore, it is important to fully understand what a pitch diameter is and how the tolerance range may dictate the best design/manufacturability ratio – or more blatantly, the best way to stay within budget while meeting specifications. Imperial and metric classifications of thread pitch differ slightly.
Pitch Diameter
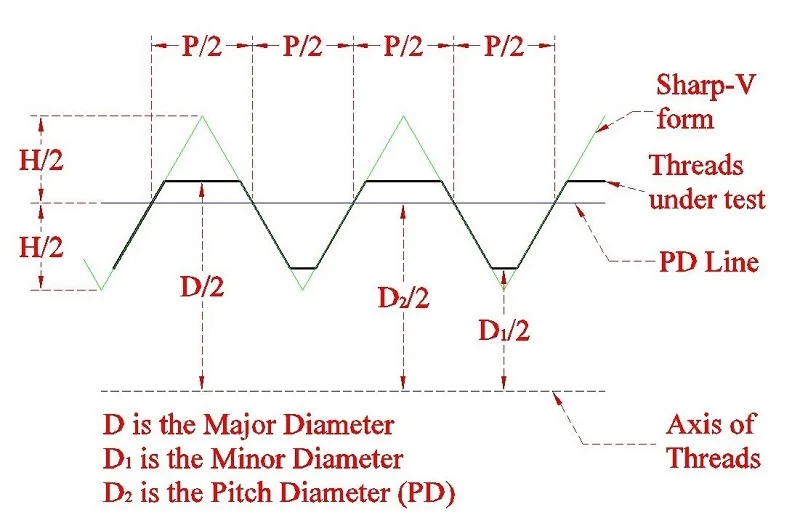
The minor and major thread diameters of a screw and a nut (or other threaded fasteners) are standardized to ensure the fasteners do not fail when subjected to the tensile strength limits for the material. A screw’s major thread diameter is measured from the outermost tips of the threads. A screw’s minor diameter is measured from the inner most valley of the threads. The major and minor diameters are opposite on fasteners with internal threads – the valley-valley of the thread is the major diameter and the tip-tip of the thread is the minor diameter. For inaccessible measurements, go/no-go gauges are used.
The pitch of a thread is defined as the distance from a point on one thread to the corresponding point on the next thread. It can be also visualized as the distance from tip to tip or valley to valley. The pitch diameter, though, is the diameter of an imaginary co-axial cylinder that intersects the points on the face of the threads where the distance is equal to half the thread pitch.
Class of Fit
The major, minor, and pitch diameters are standardized to ensure the male and female threads fit together as intended. The class of fit dictates the tolerance range for fit dimension and surface finish of fasteners to further control for play and friction.
The class of fit is defined on a scale from 1 to 3 (loose to tight) and a letter code of A or B (external or internal threads respectively). Threads are also often defined based on the pitch by classifying how oversized and undersized the pitch diameter is from the nominal value (H# and L#, where # is a multiple of 5 ten thousandths of an inch over or under respectively). The H value of threads are important in precision design when incorporating the plating thickness into the final design.

Threads classified with a class of fit of 2 are generally referred to as commercial grade hardware and are expected to have a looser fit corresponding to a broader tolerance of fit range. Threads classified with a class of fit of 3 are intended for precision applications and are often used in aerospace manufacturing.
The tolerance of fit refers to the maximum and minimum allowed pitch diameter for both internal and external threads to limit the play and friction to within a certain range.
UNF UNC and UNEF Threads
Thread designations standardized in the Unified Thread Standard (UTS) in the United States are used to differentiate threads that are considered course, find, and extra fine. Threads are separated into these classes based on the threads per inch (TPI) and the pitch of the threads. For example, a 3/8” major diameter screw will have a UNC TPI of 16 with a thread pitch of .0625, a UNF TPI of 24 with a thread pitch of .041667, and a UNEF TPI of 32 with a thread pitch of .03125.
Jarrett Linowes
Mechanical Engineer
omniamfg@gmail.com
Did I miss anything you are interested in? Send me an email or comment below!




